Filquip has recently worked with local installation contractors to specify and supply a system to out-load the excess stone from a Benninghoven Asphalt Plant. This Dust Conditioning system uses a screw conveyor to take the excess dust created in the asphalt process and condition it with water to minimise the release of dust during open truck filling for disposal.
This system results in a significant saving in ongoing costs for the Asphalt plant as they no longer require Vacuum Sucker Trucks to remove the Excess Stone Dust from the Silos.
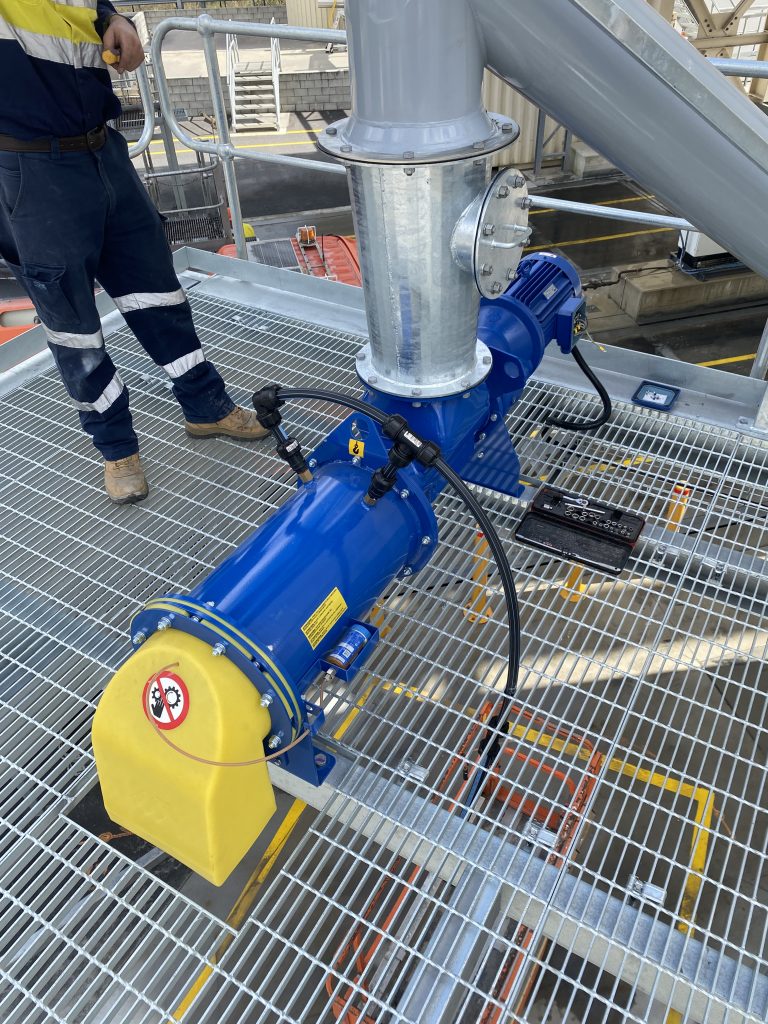
Filquip was proud to supply the following equipment for this build:
- Dustfix Dust Conditioner (Dustfix 20 Model, 20m3/hr capacity)
- TOREX Rotary Valve RV20.20
- Local control panel for system and water supply
- Tubular Screw Conveyor from Silo Outlet to Dustfix Unit (TS.273 Model, DN250, 5620mm Long, Painted Mild Steel, 5.5kW Motor)