
Centralised Industrial Vacuum System
Filquip has supplied, installed and commissioned a Centralised Industrial Vacuum System for a Flour Mill with the system running 150m in total length over 6 building floors in the plant with 20 pickup points.
The following equipment package was designed, supplied and commissioned:
- Installation of SS304 Piping, Eurac Pipe Clamps, Nozzle Heads and Wands.
- Twin 7.5kW Vacuum Blowers.
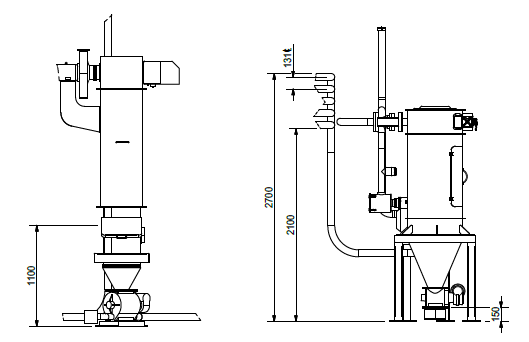
- Negative Pressure Dust Collector for the Filter Receiver (FNS3J22D).
- SS304 Support Frame – Customised to Site Location.
- Rotary Valve Airlock for vacuumed feeding product into a bulk bag (RVR05.20).
The technical experience of Filquip in sizing the pipe runs and velocities has allowed the one Centralised Industrial Vacuum System to draw from these 20 locations through the 6 levels of the plant as opposed to needing multiple Vacuum Systems to service the whole plant.


Icing Sugar Vacuum Conveying System
Filquip has specified, supplied and commissioned an Icing Sugar Vacuum Conveying System to transport 6TPH of Icing sugar a distance of 35m between the milled icing sugar storage hopper and the icing sugar packing machine storage bin.
The following equipment package was supplied by Filquip:
- 30kW Vacuum Blower System with Acoustic Enclosure.
- Drop Through Rotary Valve (Model RVS20.20, SS304, 1.1kW Motor).
- Six Borosilicate Glass Long Radius Bends (101.6mm OD, 500mm radius).
- Rotary Valve to Tube Venturi Transition Chute.
- Hepa Filter Intake Filter Box.
This Icing Sugar Vacuum Conveying System has been designed and supply to match the new Bauermeister Icing Sugar Mill installed onsite and the bag packing machines with flexibility in the conveying rate to balance the system.

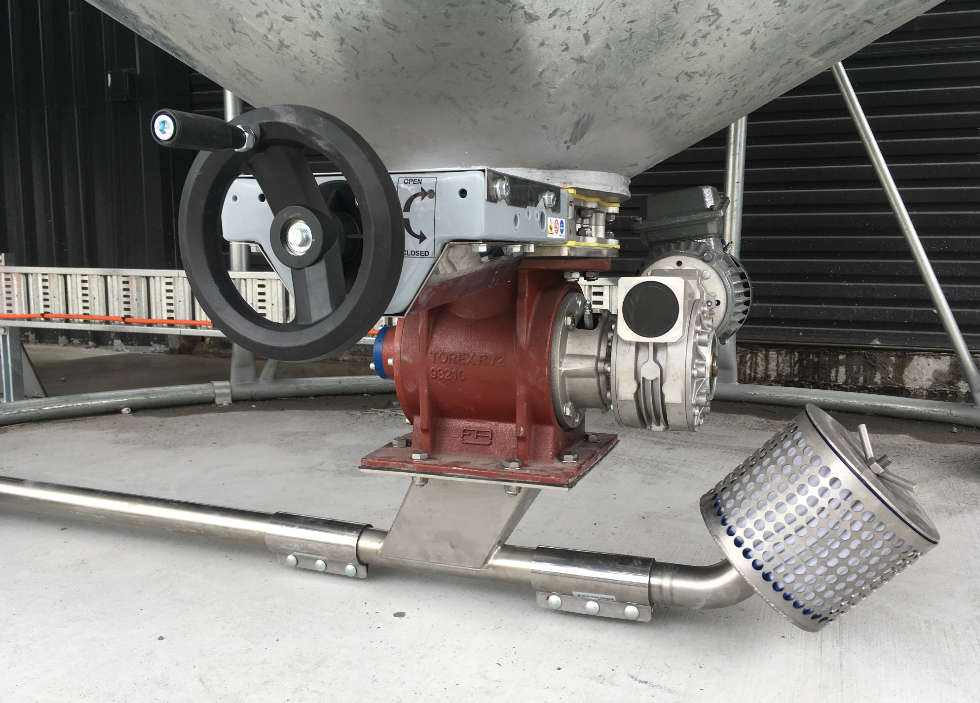
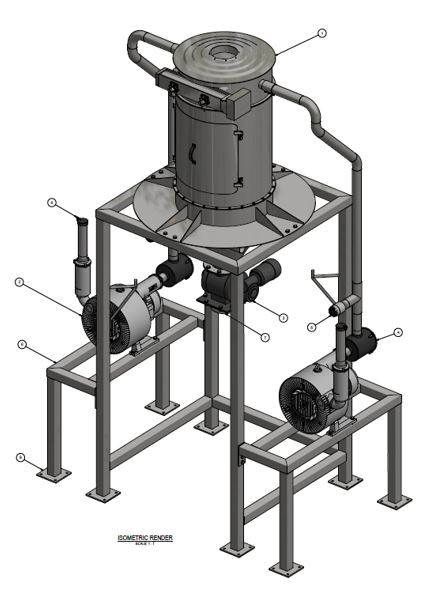
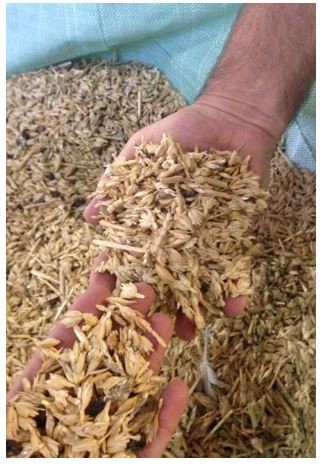
Brewery Grain Vacuum Conveying System
Filquip has specified, supplied, installed and commissioned a grain storage and vacuum conveying system. The design transports 2.5TPH of malted barley brewery grain using a vacuum conveying system which draws the product from one of two storage silos and transports it 30m through a number of bends into the brewery mill.
The following equipment package was supplied and Installed by Filquip:
- 7.5kW Vacuum Blower System
- Three Drop Through Rotary Valve (Model RVR02.20, 0.55kW EXtD Motor)
- Two Borosilicate Sight Glasses (50.mm OD, 500mm long)
- Vacuum Receiver Separator Filter with Hopper & Explosion Panel (FNS3J22D)
- Receiver Load Cells for weighing product into the mill
- System control box and HMI for inputting the desired weight of grain to be vacuum conveyed and milled.
The installation of this system has allowed the brewery to buy their grain in bulk as opposed to the previous 25kg bags adding a considerable cost saving to the raw materials. The new system is also automated so plant operators are not manually handling the 25 kg bags of grain.



Coffee Bean Vacuum Loader
Filquip has designed, supplied and commissioned a Coffee Bean Vacuum Loader to transport Coffee Beans from 20kg and 70kg bags on the floor up into a coffee roaster or hopper. The system uses a suction wand which allows the staff to move the coffee beans without the risk physical injury through incorrect lifting techniques.
The following specifications were included for the Vacuum Loading System:
- Polished 304 Stainless Steel Construction.
- 2m Discharge Height with 3m Flexible Suction Hose with Wand.
- Mobile Conveying Unit on Lockable wheels.
- Single Start Button for automatic operation.
- 6 Models available up to 6m3/hr throughput.
- Available in 240V or Three Phase Power.
The implementation of this new coffee bean vacuum loading system has saved considerable time for the Coffee Roasters as they no longer need to carry the large bags of coffee beans from pallets up to the coffee roasting equipment.


Lime Vacuum Loader
Filquip has designed, supplied and commissioned a Lime Vacuum Loader and dosing system to convey bags of Lime into a day hopper with a Volumetric Screw Feeder to dose the lime into the plant process. The system uses a suction wand which allows the staff to vacuum loader the powders without the risk physical injury through incorrect lifting techniques.
The following Filquip equipment package was provided for the Lime Vacuum Loader:
- Polished 304 Stainless Steel Construction for the FVC-1 Vacuum Loader
- 100L Stainless Steel 304 Day Hopper with aeration and a level probe
- Single Start Button for automatic operation.
- 750L/hr vacuum loader capacity
- MBF042 Microbatch Feeder for dosing the lime (MBF042A 0.3L/min – 1.3L/min)


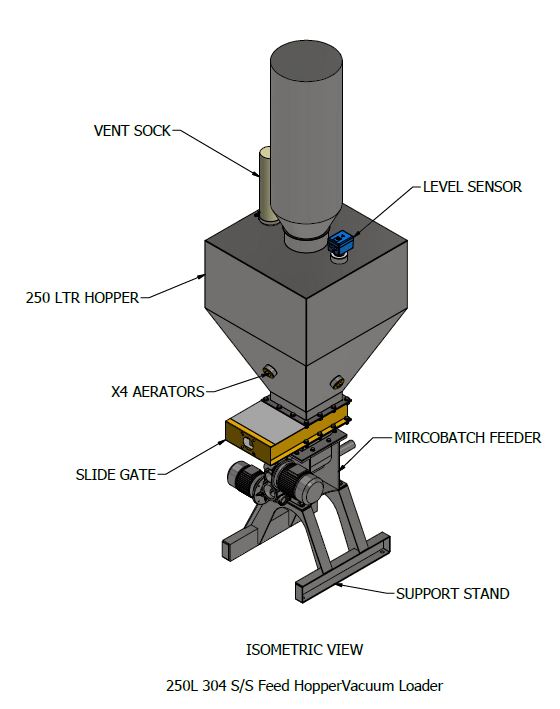
PAC Vacuum Loader
Filquip has designed and supplied a PAC Vacuum Loader and dosing system to convey bags of PAC into a storage hopper with a Volumetric Screw Feeder to dose the PAC into the plant wetting cone and eductor process. The system uses a suction wand which allows the staff to vacuum load the PAC without the risk physical injury through incorrect lifting techniques.
The following Filquip equipment package was provided for the PAC Vacuum Loader:
- Polished 304 Stainless Steel Construction for the FVC-1 Vacuum Loader
- 250L Stainless Steel 304 Storage Hopper with aeration and a high level probe
- Single Start Button for automatic operation.
- 700L/hr vacuum loader capacity
- MBF042 Microbatch Feeder for dosing the lime (MBF042A 0.3L/min – 1.3L/min)


Pet Food Vacuum Conveyor
Filquip has designed, fabricated and supplied a set of three pet food vacuum conveying systems for transferring freeze dried chunks of product from a manual bag breaking station at ground level up into the packing machine receiver hopper. The ground bag splitting hopper includes easy access lid and rare earth magnets for quality control of the product going through the vacuum system into the packing machine.
The following Filquip equipment package was provided for the Freeze Dried Pet Foods Vacuum Transfer Systems:
- Polished 304 Stainless Steel Construction for the 60L Ground bag break hopper
- Rare Earth Magnets, Low Level Probe and Pneumatic Vibrator on the Ground Hopper
- FNS1J06 Air/Product Separation Vent on hopper with high and low level probe
- V2FS300SB Pneumatically Actuated Butterfly Valve for product outlet control
- 5.5kw Vacuum Generator System with integrated VRV and Safety Filter

Animal Feed Vacuum Transfer System
Filquip with its partners has designed, supplied, installed and commissioned a set of Five Animal Feed Vacuum Transfer Systems. These systems convey the animal feed products and medicines from hand add stations a distance of 35m at a rate of 4TPH to the receiver hoppers in the plant mixing room.
The following Filquip equipment package was provided for the Animal feed vacuum conveying systems:
- One 11kw Side Channel Twin Stage Vacuum Generator
- Five RVS05.20 Blow Through Rotary Valves
- Five FNS3J22D Negative pressure air/product separators
- Five RV05.20 Drop Through Rotary Valves
- Ten Borosilicate Glass wearbends
- Fabrication of conveying pipelines in SS304 with Hoppers, Pipe Clamps, Earth Straps and more.